

炼油化工是以石油为原料,以裂解、精炼、分馏、重整和合成等工艺为主的一系列加工过程,包括石油炼制工业和石油化学工业两大体系。石油炼制工业主要的生产工艺技术路线包括原料分离工艺(电脱盐、常压蒸馏、减压蒸馏、轻烃回收)→转化工艺(热裂化、催化裂化、重整、烷基化、聚合、异构化、焦化、减粘裂化)→精制工艺(加氢脱硫、加氢精制、化学脱硫、酸气脱除、脱沥青)→原料和产品储运(储存、调和、装载、卸载),此外还包括一些辅助设施(锅炉、污水处理、制氢、硫磺回收、凉水塔、泄放系统等)。炼化污水按特征污染物类型可分为含油污水、含硫污水、含盐污水、含碱污水、生活污水等,由于污水总量约占整个炼油化工污水总排放量的70%,因此格外受到关注。石油化学工业按照所制备的主产品来看,一般包括乙烯(乙烯\丙烯\丁二烯\异戊二烯等烃类热裂解产品)、芳烃(苯\甲苯\对二甲苯\邻二甲苯\间二甲苯\苯乙烯等)、有机化学品及下游产品,主要的生产工艺技术路线包括储存(原料、中间品、产品)→反应过程(蒸汽热裂解、聚合、氧化、氨氧化、氧氯化、水解、醇解、羰基反应、酯化反应等)→产品精制过程(精馏、萃取、重力或离心分离等),相应产生污水的类型包括反应生成水(氧化反应)、工艺物料洗涤水、工艺设备/管道清洗水、直接加热或作为反应介质的蒸汽冷凝水、地面冲洗水和生产区域污染雨水等。污水所含污染物的种类与企业生产所用原料、生产工艺过程、和产品直接相关,即使使用相同的主要原料生产相同的产品,但工艺过程不同,生产单位产品产生污水的数量、污染物种类和污水中污染物浓度相差很大。石油化工企业的生产装置一般集中布置在一个较小的地理区域内,生产过程产生的污水通过污水集输系统送到一起处理,不可能针对各个企业的各种生产装置制定统一的特征污染物排放标准,但可以制定统一的废水综合污染因子标准。当生产污水中含有标准规定的一类污染物时,应在生产装置排水口前对一类污染物进行预处理,使生产装置排水口一类污染物达到标准要求的限值。
一般而言,炼化污水是集悬分散油(浮油)、乳化油、溶解性有机物及无机盐于一体的多相体系,属于高污染难处理污水。按照污染物浓度的不同,又可分为特种污水、高浓度污水、低浓度污水,其中特种污水通常指含硫污水(来自蒸馏塔顶切水)、碱洗污水(来自产品碱洗精制)、油罐切水(来自原料/成品油罐)、三泥滤液(来自炼化污水处理场)等。炼化污水处理通常采用的方法有重力沉降、气浮法、活性污泥法、生物滤池、生物膜法、接触氧化法、臭氧氧化、紫外线等,这些技术按照处理程度可以分为常规预处理(主要包括隔油和气浮)、生化处理和深度处理。目前为止,国内炼化污水主要采用“隔油→气浮→生化”为主的“老三套”工艺以及在此基础上的改进处理工艺。
目前我国炼化市场格局深刻变化,炼化工艺和产品清洁化、高端化成为大势所趋,“减油增化”“降本增效”的呼声持续高涨。炼化污水处理面临的挑战主要包括环保形势严峻和环保标准趋严、污染治理成本日益增加、老厂区周边城市化进程加快使企业发展用地紧张等几大方面,污水处理存在的问题主要包括水质不达标、占地面积大、处理效率低、污泥产生量大、臭气发散等。例如,随着炼化企业加工劣质化原油的比例不断上升,炼化污水的成分越来越复杂,可生化性也越来越差,在投产初期能够保证污水处理达标排放的“老三套”工艺流程日显吃力。2015年1月1日正式实施的《环境保护法》同以往相比,强化了政府部门的环保责任并赋予环保部门更大的执法权,对于违规排放的企业处罚更重,甚至实施按日处罚、区域限批、责令停产等举措,对企业污水排放的监督纳入日常化。在此大背景下,国家环境保护部、国家质量监督检验检疫总局发布的《石油炼制工业污染物排放标准》(GB 31570-2015)、《石油化学工业污染物排放标准》(GB 31571-2015)自然受到了炼化企业的高度重视。GB31570-2015规定了石油炼制工业及其生产设施的污水和大气污染物排放限值、监测和监督管理要求,要求新建企业自2015年7月1日起、现有企业自2017年7月1日起,直接排放的水污染物满足排放限值:COD≤60mg/L、BOD≤20mg/L、氨氮≤8.0mg/L、总氮≤40mg/L、总磷≤1.0mg/L、石油类≤5.0mg/L;并对环境敏感地区企业污水排放限值提出了更加严格的要求:COD≤50mg/L、BOD≤10mg/L、氨氮≤5.0mg/L、总氮≤30mg/L。《石油炼制行业绿色工厂评价要求》(HG/T 5677—2020)中也对炼化污水回用率做出了明确的要求。
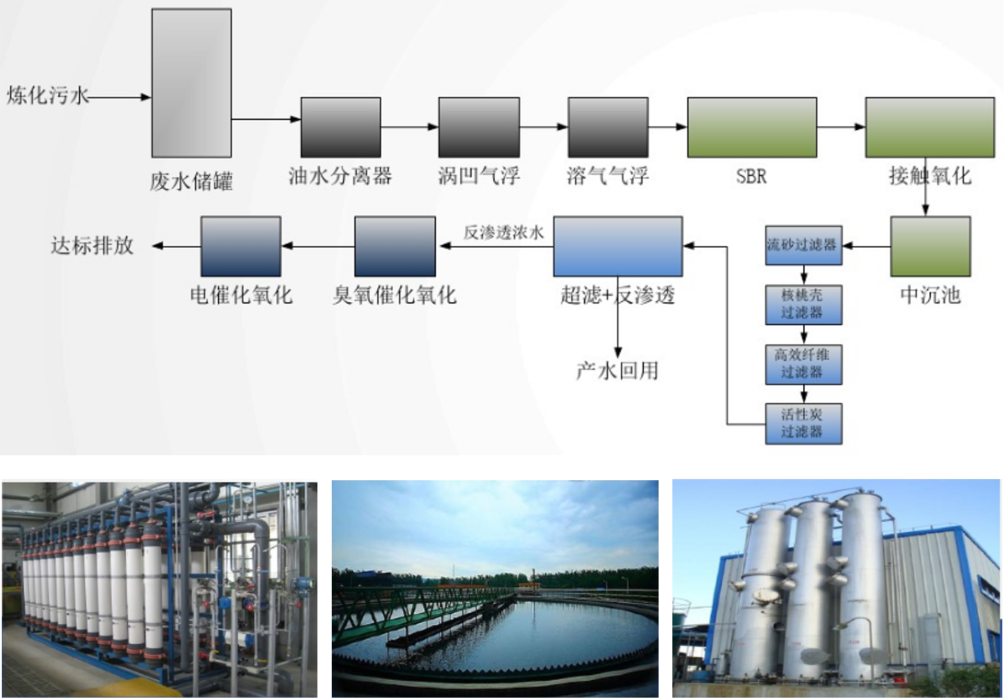
为保证排放污水各项指标满足《石油炼制工业污染物排放标准》(GB 31570-2015),各炼化企业纷纷结合自身污水处理设施现状,采取了相应的升级改造措施。升级改造的着力点主要包括COD去除、氨氮/总氮去除、总磷去除以及其它污染物去除,具体表现在对已有“老三套”处理工艺中生化处理环节的升级强化、增加深度处理以实现污水处理后回用甚至零排放、减少VOCs无组织排放(Fugitive Emission)。采用的新技术包括臭氧催化氧化、强化氧化、内循环曝气生物滤池(BAF)、催化臭氧氧化-内循环曝气生物滤池组合(COBR)、粉末活性炭-活性炭湿式空气再生(PACT-WAR)、生物流化(动)床、膜生物反应器(MBR)、短程硝化反硝化、一体化生物处理系统(EBIS)、电化学循环水处理技术、双膜法等。同时,针对隔油池、气浮池、生化曝气池等敞口式构筑物采取加盖和集中抽气处理,以减少异味气体的无组织排放。例如,中海油宁波大榭石化有限公司炼化污水来源主要包括原油罐切水、机泵冷却水、初期雨水等,预处理主要采用油水分离器和两级气浮池,生化处理主要采用SBR和接触氧化,污水回用深度处理主要采用过滤和双膜法(超滤+反渗透),浓水深度处理主要采用臭氧催化氧化和电催化氧化。目前,大榭石化污水回用率达到83%,每年可实现污水减排量34.86万吨,年COD减排量17.08吨,节约新鲜水成本和排污费用合计73.8万元/年。中石化镇海炼化通过煤焦制氢污水处理单元、炼油污水处理场和乙烯污水处理场的集中控制、统一管理,采用煤制氢装置污水回用、炼油达标外排污水适度处理回用、清净废水(雨水)回用、炼油装置工艺水的串级利用等技术,以及“平流隔油+斜板隔油+DAF(溶气气浮)+后处理”、“旋流除油罐+CAF(涡凹气浮)+A/O(缺氧/好氧)+后处理”等工艺,加强污水资源化利用,加工吨原油取水量0.32立方米,水重复利用率98.3%。
本研究团队总结认为,在经历了过去几年大规模的提标改造浪潮之后,目前炼化污水处理技术应该着重关注以下六个问题:①污污分治:将量少质差的高浓度污水和量大质好的低浓度污水实行严格分级管控,提高污水回用率,降低投资和运行费用;②深度预处理:将非溶解性的有机物和悬浮物彻底从污水中去除,降低生化负荷、保证生物活性;③短程高效生化处理:大幅提高处理效率,缩短停留时间;④泥水快速分离:大幅缩短沉降分离时间;⑤污泥大幅减量:大幅减少污泥残留体积并实现无害化和资源化处理处置;⑥全程装置化和高效化:对炼化水处理系统进行优化改造,避免恶臭散发和大幅减少占地,减少碳排放。唯有有效解决上述六个问题,方能最终实现石油石化废水资源化以及近零排放。

本团队自2011年以来,以炼化污水的污污分治、深度预处理、全程装置化和高效化为切入点,有选择性地开展了一系列应用基础研究和产品开发工作。污污分治和深度预处理主要结合电脱盐切水来进行,装置化和高效化则主要结合炼化污水处理场已有的“隔油池+气浮池”等来进行。
1.电脱盐切水预处理
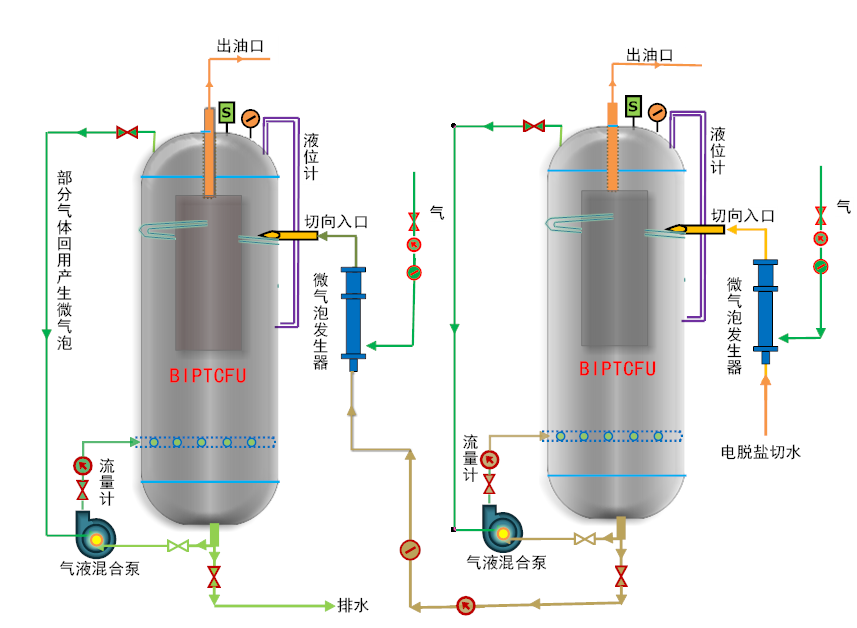
原油电脱盐是为满足下游常减压装置加工要求所进行的必不可少的原油预处理工艺,也是炼油企业降低能耗、减轻设备结垢和腐蚀、防止催化剂中毒的重要过程。该过程主要借助高压电场和重力场的作用使溶解有盐分的分散相水颗粒聚结并从连续油相中分离,实现原油脱盐的目的,相应产生的污水即为电脱盐切水(或称电脱盐污水)。依据《原油电脱水设计规范》(SY/T 0045-2008)要求,从电脱水器脱出的污水中含油浓度不宜大于5000mg/L,输往污水处理站的污水中油含量应不大于1000mg/L。但随着近年来原油劣质化以及强化采油技术的普遍应用,炼油企业加工重质、劣质原油的比例不断增加,导致电脱盐切水的复杂程度和分离难度不断提高。大部分炼油企业都增设了电脱盐切水除油预处理设备,藉此将切水中的含油浓度控制在200~550mg/L之间,降低对后续水处理流程造成冲击,同时回收大部分的原油,避免资源浪费。从切水除油预处理技术来看,国内外炼油企业先后采用过加药絮凝、重力沉降、粗粒化、射流气浮、旋流分离等技术,但普遍存在诸如水力停留时间长、分离效率低和运行成本高等弊端。随着“清污分流、污污分流、污污分治”的逐步实施,迫切需要紧凑、高效、密闭的电脱盐切水除油预处理技术。虽然国内外学者还围绕膜分离、离心萃取、ELECO电化学除油、超声波破乳等单元技术开展了针对性的应用研究,但迄今尚缺乏工业应用案例。
2013年5月,本团队基于自主研发的BIPTCFU-III-4型立式紧凑型气旋浮(CFU)样机,在中石化沧州分公司炼油一部进行了电脱盐切水除油预处理现场试验。该公司采用两级电脱盐,一级为2台交流电场电脱盐罐,二级为1台交直流混合电场脱盐罐。采用一点注入除盐工艺以节约用水,电脱盐的注水在二级电脱盐进行,出水作为一级电脱盐的注水,一级电脱盐的出水即为电脱盐切水。2013年上半年,由于沧州分公司加工“机会原油”较多,原油类型变化较为频繁且多为劣质原油,给电脱盐装置的正常运行带来了极大挑战,导致装置在某些时段会持续排出高含油切水的情况(现场取样切水目测呈褐色),这也为测试恶劣工况下BIPTCFU-III-4型气旋浮样机运行效果提供了很好的机会。在不影响正常生产的情况下,将样机的入水口与电脱盐的出水管旁路接口相连。试验运行过程中,气旋浮罐顶部依靠压力排出的“富油相排出物”和底部净化处理后的出水,都进入炼油一部已有的开式油槽,微气泡发生器气源采用炼油一部的风机,供气压力为0.6MPa。含油浓度测量在沧州分公司测试化验中心的114化验室进行,化验仪器和萃取剂分别采用JDS-Q10U型红外分光测油仪和四氯化碳。

试验结果表明,入口含油浓度在7632.8-10658.0mg/L之间波动时,单级CFU样机稳定运行时的除油率可达95.0%,两级CFU样机稳定运行时的除油率保持在95.6%-98.6%,CFU出水含油浓度可以稳定在131.8-263.5mg/L之间,显示出较高的除油率和良好的稳定性,完全满足后续水处理流程进水要求,而且具有密闭运行、水力停留时间短等优势。这是国内首次针对炼油行业,基于气旋浮技术进行电脱盐切水除油预处理的研究,为电脱盐切水分级达标处理提供了一条切实可行的技术解决方案。
2.炼化污水处理场常规“隔油池+浮选池”的装置化和高效化研究
长期以来,在炼化污水处理场的常规“老三套”工艺流程中,“(调质)+隔油+气浮”环节得到的关注重视远远不如生化处理环节,但在深度预处理、装置化和高效化方面存在的潜力非常巨大。调质处理主要用于调节水质、水量、去除大部分分散油(浮油)等,以保证后续构筑物的正常稳定运转,目前多采用常规立式均质调节罐或“罐中罐”式均质调节罐。隔油池主要用于去除含油污水中的分散油(浮油),又可分为平流式(API)、斜板式(CPI/PPI)和平流斜板组合式三种。气浮池有的企业采用单级,有的采用二级,目前常规加压溶气气浮(DAF)和涡凹气浮(CAF)应用较为普遍,存在水力停留时间或处理时间长(加压溶气气浮约90min)、流程占地面积大等缺点。以涡凹气浮(CAF)为例,虽然近些年来该技术被大规模应用于国内炼化企业的污水处理,但其单级停留时间仍然高达30min,实际应用中如污水水质变化复杂,则需要采用两级串联处理工艺,停留时间达到1h。例如,2014年九江石化800万吨/年油品质量升级改造工程配套新建的污水处理场预处理单元采用调节、除油、一级涡凹气浮(CAF)、二级溶气气浮及臭气收集系统,其一级气浮出水含油量控制在40mg/L,二级气浮出水含油量≤20mg/L。另一方面,从工程实际运行效果来看,涡凹气浮(CAF)有时难以令人满意,例如茂名石化水务运行部炼油低浓度污水处理系统的一级气浮原采用涡凹气浮(CAF)、二级气浮采用加压溶气气浮(DAF),运行存在着一级气浮涡凹气浮(CAF)气泡直径大、二级气浮溶气效果差等问题,使两级气浮单元的除油效果降低。2015年在中国石化“碧水蓝天”项目的支持下,将原有气浮工艺改造成多相均衡溶气系统,改造后多相流溶气泵产生的气泡直径小、性能稳定,两级浮选出水石油类指标稳定达到工艺指标要求(分别稳定在35mg/L和20mg/L以下),其中一级气浮出水含油环比降低70.7%,二级气浮出水含油环比降低16.9%。与此同时,为避免传统隔油池、气浮池、生化曝气池等非密闭式构筑物在运行过程中难以避免的恶臭气体无组织排放,迄今为止的改进举措就是增设玻璃钢集气密封罩,用排风机将敞口池内的废气进行收集处理,然后进入臭气治理系统(如除臭用活性炭吸附塔)进行处理。这种举措虽然取得了一定成效,但客观而言,敞口池内加盖后易发生故障,不仅增加操作人员的工作量,也影响了装置的安稳高效运行性能;另一方面,增设的除臭系统往往存在运行不够稳定、去除率偏低等问题,不得不通过优化风机出口流量、增加生物段营养液等措施确保系统稳定运行,从而在某种程度上增加了运行维护和管理成本。显然,如果要炼化企业进行产能改扩建或进一步提高污染物排放标准,继续采用隔油池、气浮池、生化曝气池等非密闭式构筑物加盖抽风的方法就显得很不适应。最为科学合理的解决措施就是研制开发新型高效的密闭式处理系统,实现炼化污水处理的装置化和密闭化。

2014年4-6月,本研究团队联合中石化炼化工程(集团)股份有限公司洛阳技术研发中心,在中石化沧州分公司污水处理场隔油罐前对BIPTCFU-III-4型立式气旋浮两级串联工程样机进行了现场试验。处理量为4m3/h、注气比16%、分流比8%、注气压差0.02MPa、进水含油浓度为105.7-135.7mg/L时,一级出水含油浓度可降至27.2-60.2mg/L,平均为37.1mg/L,一级平均除油率为68.5%;两级处理后,出水含油浓度可降至12.1-29.5mg/L,平均为18.3mg/L,平均除油率为84.3%。设备运行过程稳定,对来液流量波动和含油量波动具有较强的适应能力。2015年7月8日上午,中国石油化工股份有限公司(中国石化)科技部在洛阳组织召开了“炼化企业污水气旋浮高效除油技术开发与应用研究”项目技术评议会,建议尽快进行20立方/小时油水分离侧线试验,优化工艺流程,实现自动化控制,为后续工业试验奠定基础。

2016年3-7月,本研究团队联合中石化炼化工程(集团)股份有限公司洛阳技术研发中心,在中石化沧州分公司污水处理场对BIPTCFU-IV-20型气旋浮两级串联工程样机进行了为期4个多月的侧线测试,当污水处理量为18-20m3/h、注气比10%、分流比5%、微气泡发生器压力0.25-0.35MPa、进水含油浓度为76.4-2902.7mg/L时(隔油罐进水),两级出水油含量为7.3-40.0mg/L,平均油含量为31.9mg/L,平均除油率达到91.7%。当进水含油浓度为64.0-441.0mg/L时(隔油罐出水),两级出水油含量为8.3-34.2mg/L,平均油含量为23.3mg/L,平均除油率达到85.8%。2016年12月5日下午,中国石化股份有限公司科技部组织专家在总部大厦328会议室召开了“炼化企业污水气旋浮高效除油技术开发与应用研究”项目的评议验收会。一致认为,本团队承研的气旋浮高效除油技术具有处理效率高、占地面积小等特点,实现了含油污水的高效密闭处理和处理过程的装置化,大幅度减少了絮凝剂消耗和工艺风的使用量,降低了运行成本和无组织排放。

2017年11月,在中石化炼化工程(集团)股份有限公司洛阳技术研发中心的牵头组织下,本研究团队设计参研的BIPTCFU-IV-100型立式气旋浮成套装置在中石化沧州炼油厂“污水提标改造工程”投运。现场应用结果显示,当进水含油浓度在115.01-143.03mg/L时,两级串联气旋浮装置出口含油浓度在14.97-21.84mg/L之间,两级串联装置的除油率不低于85%,目前正处于长周期变工况试运行阶段,以充分暴露装置的适应能力和运行可靠性。

在2022年5月中国石化集团科技部组织的“炼化企业污水气旋浮高效除油技术工业应用”项目鉴定会上,鉴定委员会专家一致认为,我校联合中国石化炼化工程集团(SEG)洛阳技术研发中心等单位完成的项目成果总体技术达到了国际先进水平。不仅占地面积和工程建设投资大幅减少,而且完全杜绝了VOCs的无组织排放,为未来炼化企业污水的装置化、密闭化处理奠定了坚实基础,树立了全新标杆。
3.炼化企业复杂难生化污水的强化预处理研究
中科(广东)炼化有限公司(湛江东兴)在生产过程中产生多种炼化高盐、高氨氨含油污水,包括原油管线顶水、原油脱水、上游装置氨氮指标异常的含油污水、停工检修时产生的高氨氮污水和钝化清洗废水等。这些污水性质复杂,有的污水具有较高浓度的盐度、氯离子,有的污水呈强碱性、色度极高、氨氮高、含有高浓度的表面活性物质,从而导致现有处理处置达标处理困难,向污水处理场掺加会造成污水处理场的冲击与瘫痪等问题;外委处理费用太高。企业不得已只能将上述污水贮存在原油罐中,不仅占用了多个大型储罐影响正常生产,而且造成严重的环保遗留问题。为此,东兴分部2019年启动了“原油罐污水预处理装置”项目,旨在将这类污水进行强化预处理,降低毒性污染物、提高污水的可生化性能,达到现有高浓度污水处理系统进水的接纳要求。因厂区周边城市化进程加快,使得企业建设用地极为紧张,在中国石化石油化工科学研究院、中国石油大学(北京)等单位专家的推荐下,项目承包方论证选用了团队自主设计研发的立式浅层气浮水处理技术。立式浅层气浮对立式气旋浮工作机理认识上的一次提升和飞跃,标志着团队围绕立式紧凑型气浮水处理技术的研究进入了一个全新阶段。

根据项目相关要求,本团队专门设计研制了单体额定处理量为20m³/h的BIPTCFU-IV-20型立式浅层气浮装置,进行除油和除悬预处理。该装置在2022年7月进行了现场标定工作,现场标定数据表明,在设计流量20m3/h下,立式浅层气浮装置运行稳定,当进水石油类和固体悬浮物的平均值分别为47.3mg/L和119mg/L时,出水石油类和固体悬浮物的平均值分别为17.9mg/L和37.6mg/L,平均去除率分别为62.1%和68.0%,满足技术要求保证值指标,获得了企业方面的高度认可。

立式浅层气浮装置的水力停留时间和占地面积远低于常规的隔油池和气浮池,现场应用效果显示,该装置非常适合用于“城市炼厂”环保水处理设备的升级改造,在确保水质达标的同时完全杜绝VOCs的无组织排放。
4.炼化污水相关科研立项及工程应用
自2011年以来,本团队在北京市教育委员会、中国石化集团科技部等方面的支持下,与中国石化集团下属单位致力于“产学研”三方密切合作,相关持续开展了炼化污水处理用立式高效气浮净化技术方面的研发工作,建立了较为完整的炼化污水处理用立式高效气浮净化技术设计体系(包括相应理论分析模型的建立和基于BP神经网络的关键结构参数优选),具备产品化和系列化设计能力。目前,本团队正围绕基于高通量微细气泡发生技术进行机理和特性研究,同时提升主体设备立式气浮罐的操作弹性,为炼化污水装置化密闭化高效处理技术的大规模工业化应用奠定坚实基础。
| 项目名称 | 时间 | 项目类型 |
| 圆柱-圆锥组合旋流气浮一体化除油设备 | 2013年01月 ~ 2014年06月 | 北京市教育委员会科技成果转化和产业化项目 |
| 炼油企业油水快速分离技术研究-炼化企业污水气旋浮高效除油技术开发与应用研究 | 2014年09月 ~ 2016年12月 | 中国石油化工股份有限公司科研项目 |
| 100立方/小时炼化企业污水气旋浮高效除油工业试验研究 | 2017年01月 ~ 2019年12月 | 中国石油化工股份有限公司科研项目 |
| 原油罐污水预处理气旋浮分离技术应用 | 2019年11月 ~ 2021年11月 | 湛江远通高新技术有限公司技术服务项目 |
| 多级协同管式高通量微细气泡发生器的成泡机理与特性研究 | 2020年01月 ~ 2022年12月 | 北京市自然科学基金委员会-北京市教育委员会联合资助项目暨北京市教育委员会科技计划重点项目 |
| 我们发表的文章及申请的专利 | |
| 1 | 丁国栋, 陈家庆, 蔡小垒, 等. 立式气旋浮装置处理油田采出水的现场实验与应用改进措施[J]. 石油学报(石油加工), 2022, 38(06): 1493-1505. |
| 2 | 贾朋, 陈家庆, 蔡小垒, 等. 炼化污水化学混凝净化处理效果影响的实验研究[J]. 工业水处理, 2021, 41(01): 77-82. |
| 3 | 蔡小垒, 陈家庆, 刘英凡, 等. 二次旋流强化型气旋浮技术的分离特性[J]. 环境工程学报, 2020, 14(05): 1234-1244. |
| 4 | 蔡小垒, 陈家庆, 孔祥功, 刘美丽, 俞接成, 姬宜朋. 基于BP神经网络和CFD数值模拟的气旋浮罐结构优化及性能预测[J]. 过程工程学报, 2017, 17(5): 918-925. |
| 5 | Xiaolei Cai, Jiaqing Chen, Meili Liu, et al. CFD simulation of oil-water separation characteristics in a Compact Flotation Unit by Population Balance Modeling[J]. Journal of Dispersion Science and Technology, 2017, 38(10): 1435-1447. |
| 6 | Xiaolei Cai, Jiaqing Chen, Meili Liu, et al. Numerical studies on dynamic characteristics of oil-water separation in loop flotation column using a population balance model[J]. Separation and Purification Technology, 2017, 176: 134-144. |
| 7 | 陈家庆, 蔡小垒, 谭德宽, 潘泽昊. 气旋浮高效除油技术及其在电脱盐切水预处理中的应用[J]. 石油炼制与化工, 2016, 47(5): 29-34. |
| 8 | 孔祥功, 陈家庆, 姬宜朋, 等. 大处理量紧凑型气浮装置的数值模拟[J]. 化工进展, 2016, 35(3): 733-740. |
| 9 | 陈涛涛, 邵天泽, 陈家庆, 孟迪. 紧凑型旋流气浮一体化技术的国产化研究进展与主体结构浅析[J]. 北京石油化工学院学报, 2014, 22(2): 59-66. |
| 10 | 陈家庆, 蔡小垒, 尚超, 等. 旋流气浮一体化技术在低含油污水处理中的应用[J]. 石油机械, 2013, 41(9): 62-66. |
| 11 | 韩辉辉, 蔡小垒, 陈家庆, 等. 一种高效气旋浮分离设备[P]. 中华人民共和国国家知识产权局, ZL 202211109461.3, 2022年09月13日申请, 2022年11月11日公告(公开). |
| 12 | 蔡小垒, 丁国栋, 陈家庆等. 炼化污水处理系统[P]. 中华人民共和国国家知识产权局, ZL202110279857.1, 2021年03月16日申请;2022年07月01日授权公告,CN113003883B. |
| 13 | 陈家庆,王春升,尚超,等. 含油污水处理用旋流气浮分离装置[P]. 中华人民共和国国家知识产权局, ZL 2011 1 0314999.3, 2011年10月17日申请;2013年04月24日授权公告,CN102417212B. |
| 14 | 陈家庆,王波. 含油废水处理用紧凑型旋流气浮分离设备[P]. 中华人民共和国国家知识产权局, ZL 2007 1 0187494.9, 2007年11月28日申请;2011年11月09日授权公告,CN101445279B. |
| 供拓展阅读的国内外相关文献及专利 | |
| 1 | 付春雨. 炼化企业污水近零排放技术应用探讨[J]. 石油化工安全环保技术, 2022, 38(04): 5-9+79. |
| 2 | 郑家乐, 蔡磊, 崔柳华, 等. 典型炼化企业污水处理厂VOCs治理技术改造及分析[J]. 现代化工, 2022, 42(08):229-233. |
| 3 | Narayan Thorat Bhaskar,Kumar Sonwani Ravi. Current technologies and future perspectives for the treatment of complex petroleum refinery wastewater: A review[J]. Bioresource Technology, 2022, 355:1-18. |
| 4 | 寇悦, 陈宇, 叶黄凡, 等. 炼化含盐污水处理全过程有机污染物降解特征[J]. 化工进展, 2022, 41(04): 2202-2208. |
| 5 | Jafarinejad S , Jiang S C . Current technologies and future directions for treating petroleum refineries and petrochemical plants (PRPP) wastewaters[J]. Journal of Environmental Chemical Engineering, 2019, 7(5):103326. |
| 6 | Aljuboury D A, Palaniandy P, Abdul A H B, et al. Treatment of petroleum wastewater by conventional and new technologies A review[J]. Global Nest Journal, 2017, 19(3): 439-452. |
| 7 | Peter Abum Sarkodie, Daniel Agyapong, George Obiri Larbi, et al. A comparative study of the quality of wastewater from Tema Oil Refinery (TOR) against EPA standards and its effect on the environment[J]. Civil and Environmental Research, 2014, 6(6): 85-92. |
| 8 | G. Hayder, M.Z.Ramli, M.A.Malek, et al. Prediction model development for petroleum refinery wastewater treatment[J]. Journal of Water Process Engineering, 2014, 4(4): 1-5 |
| 9 | 杜芳伟. 浅谈如何提高炼油污水处理技术[J]. 中国石油和化工标准与质量, 2013, (3): 264-264. |
| 10 | Basheer Hasan Diya’uddeen, Wan Mohd Ashri Wan Daud, A.R. Abdul Aziz. Treatment technologies for petroleum refinery effluents: A review[J]. Process Safety and Environmental Protection, 2011, 89: 95-105. |
| 11 | 郭宏山. 炼油废水处理的现状、问题及对策[J]. 化工环保, 2010, 30(2): 93-99. |
| 12 | 陈长顺. 炼油废水处理与资源化[J]. 石油化工环境保护, 2005, 28(3): 19-21+65-66. |
| 13 | 中华人民共和国环境保护部, 国家质量监督检验检疫总局. GB 31570-2015石油炼制工业污染物排放标准[S]. 北京:中国标准出版社,2015. |
| 14 | 中华人民共和国环境保护部, 国家质量监督检验检疫总局. GB 31571-2015石油化学工业污染物排放标准[S]. 北京:中国标准出版社,2015. |

